
3D-s fúró élező
2023-02-10
Műszaki ember tudja, hogy jó munkához jó szerszám kell. A fúró meg természetéből adódóan olyan, hogy kopik. Volt nekem egy öreg kollégám, aki elmesélte, hogyan tanult meg fúrót köszörülni. Amikor inas volt, a mester megmutatta neki hogyan kell, és odatolt neki egy nagy láda csorba fúrót, hogy köszörülje meg azokat. Azután két nap múlva tudott fúrót köszörülni. Nem jövök zavarba, ha egy szál köszörűvel kellene fúrót éleznem, de lusta is vagyok, meg az Interneten olyan szép dolgokat lehet találni. Így akadtam az alábbi Güde fúró élezőre. Ez nem az a néhány ezer forintos vacak amit minden barkács áruház árul. Ilyen elven működő készüléket több gyártó is készít, csak durvább áron, mint a Güde. Meg is vettem, és azóta a csigafúróim mind szép élesek. De most nem erről akarok írni, akit ez érdekel a Youtube-on talál róla egy rakat videót.
Güde GBS 80 fúróélező 3-13 mm
Azután van egy olyan cég is, hogy Tormek. Alapvetően köszörűket gyárt, hogy milyen áron, az más lapra tartozik, akit érdekel nézzen utána.
Magyar forgalmazó
Érdekessége, hogy gyárt hozzá mindeféle befogót, késhez, ollóhoz, baltához, számszeríjhoz és még fúróhoz is, de úgy néz ki ilyenem sem lesz.

A következő barkácsgép ami még nagyon tetszett:
Kaindl-Schärf-Station KSS
Többek között lehet vele fúrót is élezni.

De lehet fűrészlapokat is, csak az a 235 EUR zavar nagyon az árcéduláján.

Szóval elkezdtem törni a fejemet, hogy ilyen gépek nélkül hogyan tudnék ilyen szép fúrókat köszörülni. Ha előveszünk egy gépészettel foglalkozó tankönyvet, abban általába az alábbi ábrát találjuk a csigafúró élszögeiről.
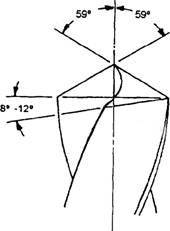
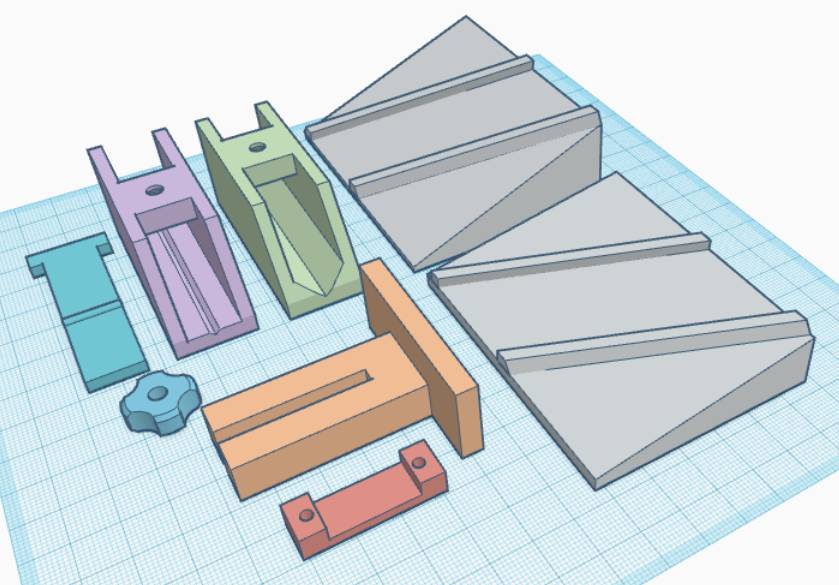
Tudom én, hogy ez csak a leggyakrabbi élkiképzés, a gépészek még egy csomó fajtát tartanak számon, attól függően, hogy keményebb vagy puhább anyagot akarnak fúrni, Nem kizárt, hogy van olyan gépész is, aki meg tudja mondani, miért éppen a 118 fok a tuti? Vagy csak hagyomány? Az alapgondolatom az volt, hogy kellene egy olyan pályát készíteni, ami 59 fokban és 10 fok aládöntéssel vezetné hozzá a fúrószárat egy sík csíszoló felülethez. Első blikkre egy fúrógépbe vagy sikítóba fogott gyémánt bevonatú csíszoló tárcsában gondolkoztam. Rendeltem is kétfélét a kínaiaktól, szállítással valmivel több mint 1kHUF, de még azóta sem értek ide. Türelmetlenségemben azután arra gondoltam, hogy használhatnám a késélező szallagcsíszolómat. A szallagcsíszolónak az az előnye, hogy különböző szemcsefinomságú szallagokat is fel lehet rá tenni, ha a szallag elkopott az ember lecseréli. Azután már csak ki kellett gondolnom, hogyan is lehetne ezt megcsinálni? Hát persze, hogy 3D nyomtatással. Terveztem két lejtős tartót, az egyiket az él, a másikat az aláköszörülés kialakításához. Ugyanígy terveztem két befogó hasábot, az egyik 13mm átmérőig bezárólag használható, a másik 2-4mm fórószárakhoz jó.
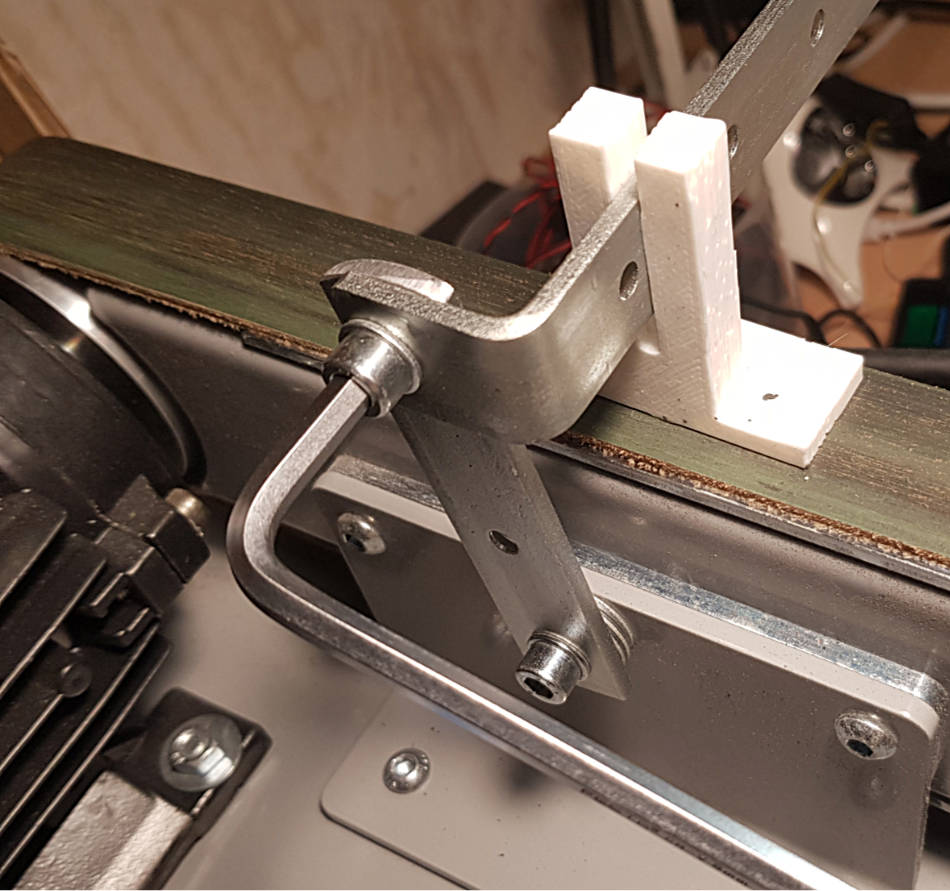
Szükségem volt egy sínre. A szallagcsíszolóra fúrtam egy M6-os lyukat. Egy erősebb fajta sarokvasat elvágtam, a levágott szár is kapott egy M6-os furatot. A alábbi kép szerint a szallagcsíszolóra csavarozva, a szallagra merőleges pályát képez. A merőlegességet be lehetne állítani talpas derékszöggel is, de nyomtattam hozzá egy beállító idomot. Így kényelmesebb.
Így néz ki a a lejtős tartó a fúrószárak megvezetéséhez, ami keresztben 60 fokos, szallag irányban pedig 10 fokos bedöntést biztosít. Hülyén néz ki, hogy lépcsős, de a lapos szög miatti nyomtatás így néz ki. Érdekes, hogy ez a befogó hasáb elcsúszását nem befolyásolja.

Ez hátulnézetből. A füleken balra-jobbra elcsúsztatható, így a fúrószárak nem csak egy csíkban koptatják a szallagot.

Tettem fel egy kicsit kopott P400-as szallagot. Így néz ki az eszköz munkára készen.

Ezen a képen jobban látszik a fúrószár vége.

Így néz ki, amikor átfordítom a befogóhasábot.

A befogó hasábban egy prizmatikus horony biztosítja, hogy a fúrószár középre kerüljön. Van rajta egy M4-es szorító csavar. A kereszthídba beleragasztottam egy M4-es anyát. Csináltam hozzá egy műanyag nyelvet, hogy a szorító csavar ne karistolja össze a fúrószárat. A 3D nyomtatóm régebben szebben nyomtatott, majd meg kell azt is néznem. Meg egy kicsit meg is kellett csíszolnom, mert túl szorosra sikerült a tűrés :(.

Így talán jobban érthető a befogó hasáb működése. A furószárat így kell befogni, hogy az élek függőleges irányba álljanak. A befogást korrigálni kell, ha sokat munkálunk le a fúrószárból. Munka közben figyeljünk rá, hogy a keresztél középen legyen.

Megkínlódtam, hogy hozzávetőleg sikerüljön lefényképeznem a végeredményt
egy szál kivont mobil telefonnal. A képen látható aláköszörülés úgy készül,
hogy elővesszük a 22,5 fokos tartónkat, és szépen azzal is megköszörüljük a
fúrószárat. Ezt a második lépést külön nem fényképeztem le, pont ugyanúgy
mükszik mint az eddigiek. Figyeljünk rá, hogy az élekbe ne köszörüljünk bele.
Most a képekről látom, hogy nekem egy kicsit tovább kellett volna köszörülnöm,
hogy még mutatósabb legyen a fúró, de az élek rendben vannak, a keresztél
középen van, derékszögben áll, vagyis a lehető legrövidebb/legkisebb rész
fogja majd csak nyalni az anyagot.
Itt a vége, fuss el véle! :)
